¿Cómo prevenir grietas en caliente en piezas de fundición?
- participación
- Tiempo de Publicación
- 2021/4/9
Resumen
Todos sabemos que la aplicación de las fundiciones es muy amplia. En la actualidad, se ha utilizado en ferretería y en toda la industria mecánica y electrónica. Entonces, ¿cómo debemos prevenir la generación de grietas en caliente?
La mayoría de las personas no entienden la causa de la grieta en caliente en las piezas de fundición , incluida la fundición a presión, que puede producir una grieta en caliente, entonces debemos identificar la causa de la grieta en caliente y evitar su generación.
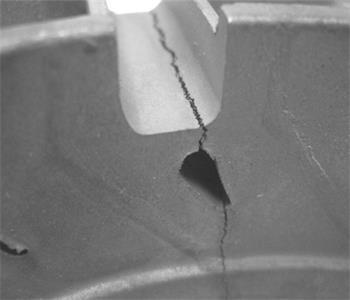
Definición de crack caliente
El agrietamiento es la forma de la grieta, la fractura del devanado se prueba muy irregular, y la superficie es ancha, en el estrecho, pertenece a la grieta caliente con el mecanismo que comenzó después de la condensación, el acero fundido en la cavidad del molde cuando se ha formado la estructura cristalina y comenzó a alinear la contracción, en este momento debido a que el acero interno no ha completado la solidificación en un encogimiento sólido está bloqueado, puede causar tensión en la fundición o deformación plástica, cuando son más que el material de debajo de la resistencia máxima a alta temperatura , la grieta de fundición.
La causa de la formación de grietas térmicas.
Una vez que el metal líquido se vierte en el molde, la pérdida de calor se produce principalmente a través de la pared del molde, por lo que la solidificación siempre comienza en la superficie de la fundición. La contracción sólida ocurre cuando una gran cantidad de dendritas se superponen para formar un esqueleto completo en la etapa posterior de solidificación. Sin embargo, todavía hay una capa de película metálica líquida no solidificada (película líquida) entre las dendritas. Si la contracción del colado no se ve obstaculizada por ningún obstáculo, entonces el esqueleto dendrítico puede encogerse libremente sin someterse a fuerza. Cuando la contracción del esqueleto dendrítico se ve obstaculizada por el moho de arena o el núcleo de arena, se producirá una tensión de tracción si el esqueleto dendrítico no puede contraerse libremente. El agrietamiento ocurre entre las dendritas cuando la tensión de tracción excede la resistencia máxima del material. Si el esqueleto dendrítico se separa lentamente y suficiente metal líquido alrededor de la parte extraída fluye hacia el sitio de la grieta a tiempo para reponerse, no se producirán grietas térmicas en la fundición. Por el contrario, si la grieta no se rellena con metal líquido, se producirán grietas en caliente en la fundición.
Las causas del agrietamiento en caliente se reflejan en el proceso y la estructura de fundición, incluido el espesor de la pared de fundición no es uniforme Ángulo interno demasiado pequeño; Lapeando demasiado parte de la horquilla, el marco de fundición, la costilla bloquean la contracción normal de la fundición; El sistema de pulverización dificulta la contracción normal de la fundición. Por ejemplo, el rociador está cerca de la correa de la caja o la fuerza de la arena entre los rociadores es muy alta, lo que limita la contracción libre de la fundición. El elevador es demasiado pequeño o demasiado grande; la tasa de contracción de la línea de aleación es demasiado grande; Los elementos formadores de la fase de bajo punto de fusión en la aleación exceden el estándar, y el contenido de azufre y fósforo en el hierro fundido es alto. Caída prematura de arena en la caja de fundición, enfriamiento demasiado rápido.
Cómo prevenir el agrietamiento térmico
1. Mejorar la estructura de las piezas fundidas.
El grosor de la pared debe ser uniforme y la esquina debe redondearse para reducir la concentración de tensión. Los radios de las piezas fundidas de las ruedas se pueden doblar si es necesario.
2. Mejorar la calidad de fusión de los materiales de aleación.
Se utilizaron procesos de refinación y desgasificación para eliminar las inclusiones oxidantes y los gases en los metales líquidos. Se debe controlar el contenido de impurezas dañinas y se debe adoptar un proceso de fusión razonable para evitar grietas en frío.
3. Adopte las medidas correctas del proceso de fundición
La solidificación simultánea de piezas fundidas en el proceso de fundición de piezas es beneficiosa para evitar no solo las grietas en caliente sino también las grietas en frío. Establezca razonablemente la posición y el tamaño del tubo ascendente de vertido para que la velocidad de enfriamiento de cada parte de la fundición sea lo más uniforme posible y reduzca la tendencia a agrietarse.
Determinar correctamente el tiempo de residencia de la fundición en el molde de arena. El molde de arena es un buen contenedor de aislamiento térmico, que puede homogeneizar aún más la temperatura de las partes más gruesas y más delgadas de la fundición, reducir la diferencia de temperatura entre ellas, reducir el estrés térmico y reducir la tendencia al agrietamiento en frío. Prolongue el tiempo de permanencia de la fundición en el molde, para no abrir la caja demasiado pronto en la fundición, lo que provocaría mayores tensiones internas y grietas en frío.
Las medidas efectivas para evitar el agrietamiento en frío de las piezas fundidas debido a la tensión de contracción son quitar el hierro de la caja de presión y aflojar el dispositivo de sujeción de la caja de arena lo antes posible después de la solidificación de las piezas fundidas aumentando la resistencia del molde de arena y el núcleo de arena. . El molde de arena y el núcleo de las piezas fundidas grandes se pueden excavar con anticipación después del vertido para reducir su resistencia a la contracción de la pieza fundida y promover el enfriamiento uniforme de cada parte de la pieza fundida. En el proceso de caída de arena, se debe evitar la limpieza y manipulación de las piezas fundidas, la colisión y la extrusión para evitar grietas en frío en las piezas fundidas.
tratamiento térmico 4.aging
Para fundiciones con alta tensión de fundición, el tratamiento de envejecimiento debe llevarse a cabo a tiempo para evitar grietas en frío causadas por una tensión residual excesiva. Si es necesario, se debe realizar un tratamiento térmico de envejecimiento después del corte de la columna de fundición o la reparación con soldadura.
Nuestras fundiciones en arena pueden ser muy buenas para prevenir la generación de grietas en caliente, el proceso de fundición de precisión y su propio material en la prevención de grietas en caliente se realizan bastante bien. Entonces, si está interesado en el casting, ¡contáctenos de inmediato!